1、计量型测量系统判定标准

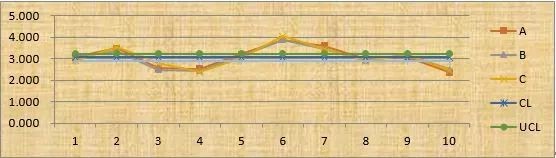
2、 从图表可以明显看出,检验员A测量零件2和零件4时,三次测量结果偏差大。重复性%EV计算结果为:45.28%,不合格。


3、针对上面问题的可能原因:
1、检验员对检验手法不熟悉,缺少经验
2、测量手法发生变化
3、测量位置不好把握

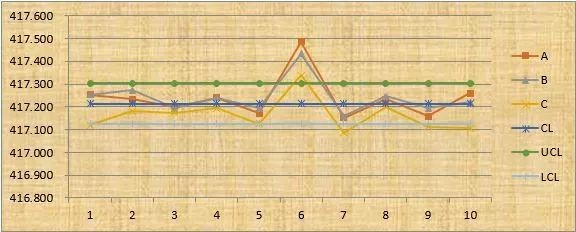
4、 从图中明显看出,检验员C所测量数据比其他两名检验员的低,从而导致零件平均值的极差( XDIFF )被拉大。最终再现性%AV=35.18%,不合格。

5、在过程平均附近抽出样品测量分析结果比实际不好

6、比过程分布更宽的范围内抽出样品测量分析结果比实际好

7、样品充分反应在整个过程分布时才有意义

8、 从上面公式可知,计算%GRR时,除了GRR本身外,也受零件变差影响。%GRR 与PV成反比,而PV由RP决定,故RP越大,%GRR越小。所以MSA不合格。
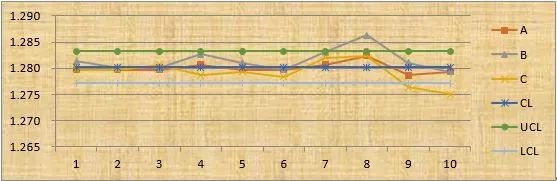
9、 由下图可以看出,代表零件均值的点大多落在控制限外,说明了零件变差大于测量变差,这些零件可用来代表过程变差。